 GENERALIDADES
GENERALIDADESEl Tratamiento Térmico de Soldadura se aplica generalmente a equipos de gran tamaño y difíciles de
movilizar (Ej. Recipientes) En otros casos la parte a tratar esta fija y es imposible separarla físicamente del
conjunto (Ej. Cañerías ya montadas). Cuando es posible, se lleva a cabo calefaccionando integralmente todo el equipo, la forma más sencilla es la utilización de un horno, cuando el tamaño del equipo y su ubicación lo permite. Usualmente se presenta el problema de que no hay hornos en donde quepa el equipo o que el horno se
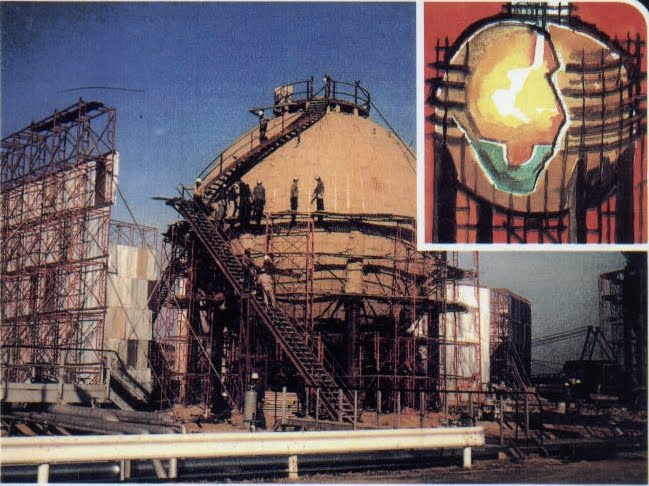
encuentra alejado del lugar de fabricación y la movilización del equipo es costosa, o inconveniente. En estos casos el Tratamiento Térmico de Soldadura se realiza "in situ" al equipo entero como ocurre con los tanques esféricos de gas licuado a los que se aísla completamente y se los calienta desde el interior y a veces localizadamente en los cordones de soldadura.
Los aceros soldables tienen un contenido de Carbono limitado a valores de alrededor de 0,2 % con el objeto de limitar la Templabilidad (que implica dureza) de los mismos ya que esta última es inversamente proporcional a la Soldabilidad.
METODOS DE TRATAMIENTO TERMICO DE SOLDADURA
Integral
1) Horno Estacionario
2) Horno Portátil
3) Calefaccionado interno conquemadores
de alta velocidad
LOCALIZADO
1) Resistencias Eléctricas
· Calefactores Flexibles
· Método de la Mampara
2) Inducción
3) Radiación con lámparas de cuarzo
4) Radiación por calefactores a gas tipo infrarrojo
5) Exotérmico
6) LLama

TRATAMIENTO TERMICO INTEGRAL
1. TRATAMIENTO TÉRMICO EN HORNO
.- Horno Fijo o Estacionario. Como su nombre lo indica son hornos fijos, construidos dentro de una planta y
los equipos deben ser llevados al mismo e introducidos gene ralmente con puentes grúas. El piso de estos
hornos suele ser móvil para facilitar la carga y descarga.

.- Los hornos portátiles, o modulares son hornos desarmables que se pueden llevar al lugar donde se esta
fabricando el o los equipos. Se llevan los módulos en vehículos y se arman a medida del tamaño de los
equipos a tratar. Tienen la ventaja de poderse modificar las dimensiones agregando o quitando módulos.
La principal desventaja es su alto costo de amortización. Están realizados con paneles revestidos
exteriormente en chapa galvanizada e interiormente aislados con fibra cerámica.
3. CALEFACCIONADO INTERNO
Lo original de este método consiste en utilizar el mismo equipo como horno. Esto se logra revistiendo el
equipo con dos capas de aislacion. La capa primera debe ser refractaria, se usa fibra cerámica ya que la misma debe resistir las altas temperaturas de la piel caliente del equipo (» 600 ºC). La segunda capa puede ser un material aislante, menos refractario y menos costoso, por ejemplo Lana Mineral.
TRATAMIENTO TERMICO LOCALIZADO.
En el caso de Tratamiento Térmico de Soldadura es muy común utilizar el Tratamiento Localizado solo en la
zona de la Soldadura (Se calienta una banda a cada lado del cordón soldado, cuyo ancho está especificado enlos códigos). Hay básicamente dos tecnologías el calentamiento por Resistencias Eléctricas y el otro es el Calentamiento por Inducción. Es importante aclarar que el Tratamiento Localizado solo puede ser aplicado a geometrías que permitan la libre dilatación como son las soldaduras circunferenciales.
1. RESISTENCIAS ELECTRICAS CON CALEFACTORES FLEXIBLES
El Tratamiento Térmico localizado consiste en calentar a la Temperatura de Tratamiento la unión soldada y
una banda e material base a cada lado del cordón de soldadura.
Para ello se colocan sobre la banda de calentamiento calefactores eléctricos flexibles de diversas
configuraciones que se adaptan a la forma de la parte tratada. Estos calefactores se fabrican con un cable de nicron que oficia de resistencia eléctrica rodeado por cuentas cerámicas.
Estos calefactores son alimentados en general por una tensión no superior a 85V, por seguridad del personalde la obra. Su potencia oscila alrededor de los 4 Kw.
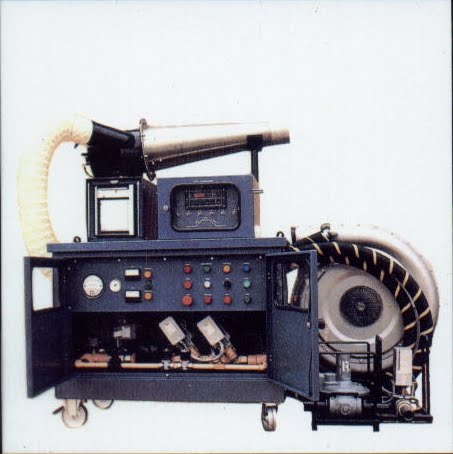
EQUIPAMIENTO
.- Aislación refractaria de fibra cerámica.
.- Fuente de poder, en general son equipos con un transformador de 70Kw.
.- Programadores de ciclo térmico
Ventajas
1.-Se puede mantener una temperatura de precalentamiento uniforme y continua durante la soldadura y
durante las interrupciones de la misma en forma automatizada.
2.-La Temperatura puede ajustarse con exactitud y rápidamente.
3.-Los soldadores trabajan confortablemente y no necesitan interrumpir la soldadura para elevar la
temperatura de precalentamiento.
4.-Puede dis tribuirse el calor no uniformemente como ocurre en la parte superior e inferior de una cañería
horizontal o en piezas de distintos espesores como caños soldados a bridas de gran masa o espesor
Desventajas
1.- Los calefactores pueden quemarse durante el Tratamiento
2.- Pueden ocurrir cortocircuitos entre el calefactor y la cañería quedando marcas en la misma sino esta en buen estado.
1..1.. RESISTENCIAS ELECTRICAS. Tipo four-bank. Método de la Mampara
Cuando el ancho de banda de calentamiento es muy grande, por ejemplo en un recipiente de 3000 mm de
diámetro y una pulgada de espesor el ancho de banda según ASME VIII sería dos veces el espesor a cada ladodel cordón de soldadura, o sea aproximadamente 5" (130 mm). En estos casos se puede proceder de la siguiente manera:
Se aísla exteriormente la banda de calentamiento y se colocan interiormente, donde finaliza la banda a
calentar, dos "tapas" o mamparas aisladas con el objeto de crear un compartimiento que funciona como un
horno donde se encuentra el propio recipiente, aislado exteriormente.
Dentro del compartimiento se colocan bandejas calefactoras de 12Kw de potencia (calefactores tipo Four-
Bank) sobre estantes metálicos a diferentes alturas pero siempre dentro del tercio inferior del recipiente, ya
que el aire caliente siempre tiende a elevarse. Estos calefactores son de 220V,se disponen eléctricamente en estrella y de esta manera con 12 calefactores y una fuente de tensión trifásica es suficiente para lograr las temperaturas de hasta 720ºC que se requieren como máximo en
Tratamiento Térmico.
2. CALENTAMIENTO POR INDUCCIÓN
Consiste en aplicar una corriente alternada (AC) a las espiras de un cable enrollado en la parte a ser calentada. Debido a que toda corriente eléctrica tiene asociado a ella un campo magnético, que penetra en el metal cercano a las espiras. Este campo alterno produce corrientes inducidas en el material, también llamadas corrientes “eddy” que por resistencia eléctrica del mismo se calienta. El espesor de la zona calentada depende de la frecuencia de la corriente de las espiras. Cuanto mayor sea la frecuencia más fina será la capa calentada.
VENTAJAS
1.- Son posibles altas velocidades de calentamiento
2.- La temperatura puede ser controlada dentro de un margen estrecho.
3.- Pueden evitarse más fácilmente Sobrecalentamientos localizados.
4.- Las mangueras tienen una vida útil mayor y son menos propensas a fallar que los calefactores eléctricos.
DESVENTAJAS
1.- El costo del equipamiento es mayor que en otros métodos.
2.- El tamaño del equipamiento es mayor mas pesado y menos portable.
3.- No compensa las diferencias de temperatura entre la parte superior e inferior de una cañería horizontal y en el caso de variaciones de espesor.
4.- Si se usa para precalentar es necesario apagar el equipo durante la soldadura debido al soplo del arco.
5.- No se pueden realizar distintos tratamientos al mismo tiempo.
3. CALENTAMIENTO POR LLAMA. Ver”ANSI / AWS D10.10-90. 5.1”
En calentamientos localizados de soldaduras con una o más llamas (torchas), la operación de calentamiento es más un arte que una ciencia. La cantidad de calor aportado y la concentración del mismo dependen no solo de la cantidad de combustible y de la calidad de la combustión sino también del ajuste de la llama, la distancia entre la llama y la soldadura, el manejo de la llama por el operador, y el control de las pérdidas de calor a la atmósfera.
MEDICION DE TEMPERATURA
En la utilización de Tratamientos Térmicos es necesario medir la Temperatura. La determinación visual de
Temperaturas por intermedio del color sin la ayuda de instrumentos debe evitarse tanto debido a la falta de
precisión como a la dependencia en la destreza del operador. Se pueden utilizar lápices y pinturas de Temperatura, Termocuplas o Pirómetros ópticos.

LAPICES DE TEMPERATURA
Estos elementos tienen una composición química tal, que funden cuando la temperatura supera su punto de
fusión. Si el lápiz de Temperatura funde, marca el metal y eso significa que la temperatura de este está por
encima de la temperatura de fusión del lápiz. Aun así no sabemos cuanto por encima, por eso se usan dos
lápices para determinar entre que temperaturas realmente esta el metal.
TERMOCUPLAS
El principio a partir del cual opera la Termocupla se deriva del Efecto Seebeck (también llamado Efecto
Peltier) descubrimiento de Seebeck, que establece que si se forma un circuito eléctrico utilizando dos
conductores metálicos distintos con una unión a más alta temperatura que la otra, entonces por el circuito
circula corriente eléctrica. La Fem. [Volts] resultante es proporcional a la diferencia de temperaturas entre las juntas fría y calien
No hay comentarios:
Publicar un comentario