Emisión Acústica
Iniciación de rajadura y razón de crecimiento.
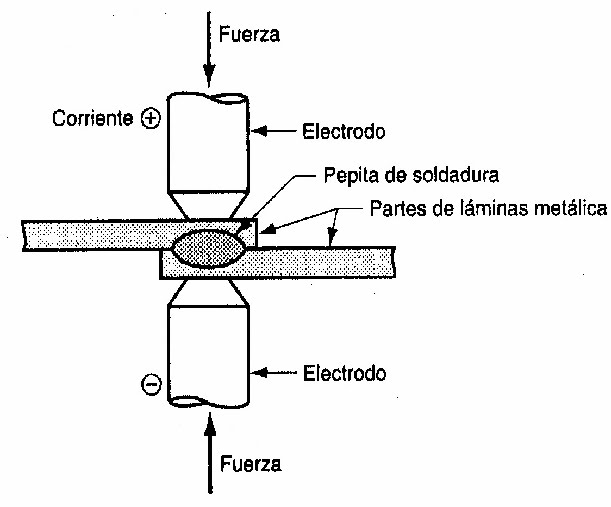
Rajaduras internas en las soldaduras. fricción o desgaste Deformación plástica
Transformación de fase
Aplicaciones
Recipiente de presión.
Estructuras esforzadas.
Turbinas o cajas de engranes.
Investigación mecánica de fracturas.
Ventajas
Vigilancia remota y continua
Revelación dinámica (en vez de estática) de rajaduras
localizar defectos
Limitaciones
Los transductores deben colocarse sobre la superficie de la parte Los materiales altamente dúctiles dan emisiones de baja amplitud La parte debe estar esforzada o en operación.
Impacto Acústico (Derivación)
Áreas desligadas o separación de laminaciones en compuestos laminados, metálicos o no metálicos.
Rajaduras bajo cabezas de pernos o sujetadores.
Rajaduras en ruedas o aspas de turbinas Cabezas sueltas de remaches o sujetador Núcleo aplastado.
Aplicaciones
Estructuras de soldadura fuerte o pegadas con adhesivos
Montajes con tornillos o remaches
Aspas de turbinas Ruedas de turbinas
Estructuras compuestas
Ventajas
Portátil
Fácil de operar
Puede ser automatizado
No requiere acoplante
Limitaciones
La geometría de la parte y la masa influyen en los resultados de la prueba.
El impactar e instrumento deben reubicarse para adaptarse a la geometría de la parte.
Corriente parásita
Rajaduras y uniones de superficie y bajo superficie
Contenido de aleación
Variaciones de tratamiento térmico
Espesor de pared,
espesor de recubrimiento
Profundidad de grietas
Conductividad
Permeabilidad
Aplicaciones
Tubería
Alambre
Cojinetes de bolas
"Verificación de puntos" en todos los tipos de superficies
Calibrador de proximidad
Ventajas
No requiere habilidad especial del operador
Alta velocidad, bajo costo
Automatización posible para partes simétricas
Capacidad para registro permanente para partes simétricas
No requiere contacto de acoplante o instrumento
Limitaciones
Materiales conductivos
Poca profundidad
Sónico-parásita
Áreas desligadas en las estructuras de panal núcleo de metal o con cara de metal
Separación de laminaciones en laminados o compuestos de metal
Núcleo aplastado
Aplicaciones
Panal núcleo de metal
Panal con cara de metal
Laminados conductores, como compuestos de boro o fibra-grafito
Paneles de metal pegado
Ventajas
Portátil
Simple de operar
Localiza áreas desligadas del lado alejado
Sólo requiere acceso a una superficie
Puede automatizarse
Limitaciones
La probeta debe contener materiales conductores para establecer si el campo de corriente parásita Requiere normas de referencia Geometría
Corriente Eléctrica
Rajaduras
Profundidad de rajaduras
Resistividad
Espesor de pared
Adelgazamiento de pared inducida por corrosión
Aplicaciones
Materiales metálicos
Materiales eléctricamente conductores
Rieles de trenes
Elementos de combustible nuclear
Ventajas
Sólo requiere acceso a
una superficie
Batería o fuente de CD. Portátil
Limitaciones
Efecto de borde Contaminación de superficie.
Requiere de una buena superficie
Electrodos de referencia
Partícula electrizada
Defectos de superficie en material conductor
Perforaciones para pernos pasando el metal y el material de respaldo Rajaduras por esfuerzo en recubrimientos quebradizos
Aplicaciones
Vidrio
Esmalte de porcelana
Materiales homogéneos, como recubrimiento de plástico o asfalto
Sellos de vidrio a metal
Ventajas
Portátil
Útil en materiales no prácticos para inspección penetrante
Limitaciones
Cubrimientos delgados
Indicaciones de rayas por hilaza
Condiciones atmosféricas
Partícula filtrada
Rajaduras
Porosidad
Absorción diferencial
Aplicaciones
Materiales porosos, como barro, carbón, metales pulverizados, concreto Ruedas de esmeril
Aisladores de alta tensión Mercancía sanitaria
Ventajas
Partículas coloreadas o fluorescentes
No deja residuo después de hornear la partea más de 400°F
Se aplica fácil y rápidamente Portátil
Limitaciones
El tamaño y forma de partículas deben seleccionarse antes de usarse
El poder penetrante del medio de suspensiones critico
Debe regularse la concentración de partículas
Irritación de la piel
Fluoroscopia. (Cineflurografia) (Kinefloruografia)
Nivel o llenado de recipientes
Objetos extraños
Componentes internos
Variaciones de densidad
Huecos (discontinuidades)
Formación de defectos de fundición
Aplicaciones
Flujo de líquidos
Presencia de cavitación
Operación de válvulas e interruptores
Combustión de propulsores sólidos en pequeños motores cohete
Ventajas
Imágenes de alto brillo
Vista al tiempo verdadero
Amplificación de imagen
Registro permanente
Puede observarse el objeto que se mueve
Limitaciones
Equipo costoso
Sin agudeza geométrica Probetas gruesas
Velocidad de suceso a estudiar
Área de visión
Holografía (Acústico-levitación superficie liquido)
Falta de ligazón
Separación de laminaciones
Huecos Porosidad Áreas ricas en resina o pobres en resina
Inclusiones Variaciones de densidad
Aplicaciones
Metales
Plásticos
Compuestos
Laminados
Estructuras de panal
Cerámica
Especimenes biológicos
Ventajas
No requiere revelado de película de holograma
Provee imágenes al tiempo verdadero
La superficie de líquido responde rápidamente a energía ultrasónica
Limitaciones
Sólo técnicas de transmisión total
Los haces objeto y referencia deben sobreponerse en la superficie de líquido especial
Sólo prueba de inmersión
Se requiere láser
Holografía (Interferometrica)
Deformación unitaria
Deformación plástica
Rajaduras
Áreas desligadas
Huecos e inclusiones
Vibración
Aplicaciones
Estructuras pegadas y compuestas
Neumáticos de automotores o naves aéreas
Imágenes de tres dimensiones
Ventajas
La superficie del objeto prueba puede ser áspera
No requiere preparaciones especiales de superficie o recubrimientos
Sin contacto físico con la probeta de prueba.
Limitaciones
Requiere local libre de vibraciones
Base pesada para amortiguar vibraciones
Difícil de identificar el tipo de defecto revelado
Infrarrojo (radiómetros)
Falta de ligazón
Puntos calientes
Transferencia de calor
Isotermas
Órdenes de temperatura
Aplicaciones
Juntas de soldadura fuerte
Juntas ligadas con adhesivo
Placas o recubrimientos metálicos; áreas despegadas o espesor
Montajes eléctricos
Vigilancia de temperaturas
Ventajas
Sensitivo a variación de temperatura de 1.5° F
Récord permanente o imagen térmica
Percepción remota; no se necesita el contacto con la parte Portátil
Limitaciones
Emisividad
Detector enfriado con nitrógeno líquido
Relación crítica tiempo-temperatura
Mala transformación para probetas gruesas
Requiere normas de referencia
Pruebas de escape
Escapes:
Helio
Amoniaco
Humo
Agua
Burbujas de aire
Gas radiactivo
Halógenos
Aplicaciones
Juntas:
De soldadura fuerte
Ligadas con adhesivo
Conjuntos sellados
Cámaras de presión o de vacío
Tanques para combustibles o gas
Ventajas
Alta sensitividad a separaciones ligeras extremadamente pequeñas no revelable por otros métodos PND
Sensitividad relacionada con el método seleccionado
Limitaciones
Se requiere accesibilidad a ambas superficies de la parte
El metal manchado o los contaminantes pueden evitar la revelación
Costo relacionado con la sensitividad
Partículas Magnéticas
Defectos superficiales o ligeramente sub.-superficiales; rajaduras, juntas, porosidad, inclusiones
Variaciones de permeabilidad
Extremadamente sensitivo a localización de pequeñas rajaduras cerradas
Aplicaciones
Materiales ferro magnéticos: barra, forjas, soldaduras, extrusiones, etc.
Ventajas
Ventaja sobre penetrante: indica defectos subsuperficiales, sobre todo inclusiones
Relativamente rápido y de bajo costo
Puede ser portátil
Limitaciones
El alineamiento del campo magnético es critico, requiere desmagnetizar las partes después de la prueba.
Las partes deben limpiarse antes y después de la inspección.
Ocultamiento de la superficie por los recubrimientos
Campo magnético
Rajaduras
Espesor de pared
Dureza
Fuerza coercitiva
Anisotropía magnética
Campo magnético
Espesor de recubrimiento no magnético sobre el acero
Aplicaciones
Materiales ferro-magnéticos
Desimanación de barcos
Control del nivel de líquidos
Búsqueda de tesoros
Espesor de la pared de materiales no metálicos
Clasificación de materiales
Ventajas
Medición de las pro-piedades de material magnético
Puede automatizarse
Descubre fácilmente objetos magné-ticos dentro del material no magnético
Portátil
Limitaciones
Permeabilidad. Requiere normas de referencia efecto de borde poder del instrumento
Microonda
Rajaduras, agujeros áreas despegadas, etc., en partes no metálicas
Cambios de composición, grado de cura, contenido de humedad
Medición de espesores
Constante dieléctrica
Aplicaciones
Plásticos reforzados
Productos químicos
Cerámica
Resinas
Hule
Madera
Líquidos
Espuma de poliuretano
Protección para antena de radar
Ventajas
Entre las ondas de radio y las infrarrojas en el espectro electromagnético
Portátil
Normalmente no se requiere contacto con parte de la superficie
Puede automatizarse
Limitaciones
No penetra metales.
Requiere normas de referencia.
Espacios críticos de antena a la parte geometría de la parte.
Interferencia a las ondas vibración
Análisis por activaciónde neutrones
Emisión de radicación que resulta por activación de neutrones.
Nitrógeno en productos alimenticios.
Silicio en metales y minerales
Aplicaciones
Metalúrgicas.
Exploración registro de pozos (oceanografía).
Regulación de materiales líquidos o sólidos mediante proceso en computadora
Ventajas
Sistemas automáticos.
Exacto del orden de ppm.
Rápidos sin contacto con la muestra.
Mínima preparación de la prueba
Limitaciones
Riesgo de radicación.
Rápido tiempo de dedicamiento
Penetrantes
Defectos abiertos a la superficie de las partes, rajaduras, porosidad, juntas, traslapos, etc.
Escapes a través de paredes
Aplicaciones
Todas las partes de superficies no absorbentes (forjas, soldaduras, fundiciones, etc.).
Nota: el sangrado de superficies porosas puede ocultar indicaciones o defectos
Ventajas
Bajo costo
Portátil
Las indicaciones pueden inspeccionarse visualmente todavía más
Resultados de fácil interpretación
Limitaciones
Las películas de la superficie, como recubrimientos, laminilla y metales manchados, pueden evitar la revelación de los defectos
Las partes deben limpiarse antes y después de la inspección
El defecto debe estar abierto a la superficie
Radiografía, neutrón térmico
Contaminación de hidrogeno de las aleaciones del titanio o zirconio.
Dispositivos pirotécnicos defectuosos o cargados impropiamente montaje impropio de partes
metálicas y no metálicas
Aplicaciones
Dispositivos pirotécnicos
Conjuntos metálicos, no metálicos
Especimenes biológicos
Elementos combustibles para reactores nucleares y barras de control
Ventajas
Alta absorción de neutrones por hidrógeno, boro, litio, cadmio, uranio, plutonio
Baja absorción de neutrones por la mayor parte de los metales
Complemento para radiografía de rayos X o rayos gamma
Limitaciones
Equipo muy costoso
Se requiere acelerador o reactor nuclear
Requiere físicos adiestrados
Riesgo de radiación
No portátil
Requiere pantallas de indio o gadolinio
Radiografía rayos gamma, cobalto 60, iridio192
Defectos y variaciones internos, porosidad, inclusiones, rajaduras, falta de fusión, variaciones geométricas, corrosión
Aplicaciones
En general donde las máquinas de rayos X no son adecuadas, a causa de que la fuente no puede colocarse dentro de la parte de aberturas pequeñas o la fuente de fuerza no está disponible
Ventajas
Bajo costó inicial
Registros permanentes (película)
Las fuentes pequeñas pueden colocarse dentro de partes de aberturas pequeñas
Portátil
Bajo contraste
Limitaciones
Un nivel de energía por fuente
Decaimiento de la fuente
Riesgo de radiación
Necesita operadores adiestrados
Transformación más lenta de imagen
Costo relacionado con el orden de la energía
Radiografía, rayos x, película
Defectos y variaciones internos, porosidad, inclusiones, rajaduras, falta de fusión, variaciones geométricas, corrosión.
Variaciones de densidad
Aplicaciones
Fundiciones
Conjuntos eléctricos
Conjuntos soldados
Productos trabajados, complejos, delgados pequeños
Objetos no metálicos
Motores cohete con carga propulsora sólida
Ventajas
Registros permanentes, película
Niveles de energía ajustables(5 kV — 25 meV)
Alta sensitividad a cambios de densidad
No requiere acoplante
Las variaciones de geometría no afectan la dirección del haz de rayos X
Limitaciones
Altos costos iniciales La orientación de defectos lineales dentro de la parte pueden ser desfavorables
Riesgo de radiación Profundidad de defecto no indicada
La sensitividad decrece con el aumento en radiación dispersa
Radiometría, rayos x, rayos gamma, rayos beta
Espesor de la pared espesor niquelado, estañado, etc.
Variación en densidad o composición nivel de llenado de letras o envases.
Inclusiones o vacíos.
Aplicaciones
Lamina, placa, tira, tubería barras de combustible para reactor nuclear.
Latas y envases. Partes estañadas, niqueladas, etc.
Ventajas
Completamente automático, rápido extremadamente exacto.
Control de proceso en computadora portátil
Limitaciones
Riesgos de radiación.
Rayos beta usados solo para recubrimientos ultra delgados decaimiento de la fuente, requiere normas de referencia
Sónico, menos de 0.1 mhz .
Áreas desligadas o separación de laminaciones en compuestos metálicos o no metálicos, o laminados.
Resistencia de ligazón cohesiva en condiciones controladas.
Núcleo aplastado o fracturado, integridad de ligazón de sujetadores inserto metálico
Aplicaciones
Compuestos o laminados, con soldadura fuerte o ligados con adhesivo, metálicos o no metálicos.
Madera laminada.
Toberas de motor cohete panales
Ventajas
Portátil, fácil de operar, localiza áreas desligadas en el lado lejano, puede automatizarse, solo adquiere acceso a una superficie.
Limitaciones
La geometría de la superficie influye en los resultados de la prueba.
Requiere normas de referencia, las variaciones de adhesivo o de espesor de núcleo influyen en resultados
Térmico (pintura termocrómica, cristales de líquido)
Falta de ligazón puntos calientes transferencia de calor isotermas ordenes de temperatura
Aplicaciones
Juntas de soldadura fuerte Juntas ligadas con adhesivo
Recubrimientos o niquelados, estañados, etc.
Montajes eléctricos
Regulación de temperaturas
Ventajas
Muy bajo costo inicial Puede aplicarse fácilmente a superficies difíciles de inspeccionar por otros métodos
No requiere habilidad especial de operadores
Limitaciones
Solo superficies de pared delgada, relación, tiempo, temperatura critica retentividad de imagen afectada por la humedad, requiere normas de referencia
Termoeléctrico
Potencial termoeléctrico
Espesor de recubrimientos
Propiedades físicas
Efecto Thompson
Empalmes P-N en los semiconductores
Aplicaciones
Clasificación de metales
Espesor de recubrimiento cerámico sobre metales
Semiconductores
Ventajas
Portátil
Simple de operar
Sólo requiere acceso a una superficie
Limitaciones
Instrumento caliente difícil de automatizar requiere normas de referencia contaminantes de superficie, recubrimientos conductores
Ultrasónico(0.1—25 MHz)
Defectos y variaciones internos; rajaduras, falta de fusión, porosidad,inclusiones,separación de laminaciones, falta de ligazón, formación de textura
Espesor o velocidad
Módulo elástico
Aplicaciones
Clasificación de metales
Espesor de recubrimiento cerámico sobre metales
Semiconductores
Ventajas
sensitivo a rajaduras
Resultados de la prueba conocidos inmediatamente
Capacidad de registro permanente y automático
Portátil
Capacidad para alta penetración
Limitaciones
Requiere acoplante, partes complejas delgadas y pequeñas, pueden ser difíciles de verificar, requiere normas de referencia operadores adiestrados para la inspección manual













 La soldadura GMAW (gas metal arc welding) o Soldadura MIG (metal inert gas) es también conocida como Gas Arco Metal o MAG. Es un proceso de soldadura por arco eléctrico, el cual se forma entre un alambre contínuo de metal y el material base para producir una fusión de los dos. El proceso usa un gas para protección del área de soldadura (o mezcla de gas) que proviene de un contenedor externo y sin aplicación de presión alguna.
La soldadura GMAW (gas metal arc welding) o Soldadura MIG (metal inert gas) es también conocida como Gas Arco Metal o MAG. Es un proceso de soldadura por arco eléctrico, el cual se forma entre un alambre contínuo de metal y el material base para producir una fusión de los dos. El proceso usa un gas para protección del área de soldadura (o mezcla de gas) que proviene de un contenedor externo y sin aplicación de presión alguna.


















 TRATAMIENTOS TÉRMICOS :
TRATAMIENTOS TÉRMICOS :